Problem
Batch reactors are versatile and have decades’ worth of process development, however, they suffer from low-labour efficiency and low space time yields due to discontinuous operation and slow mass transfer rates.
Continuous flow operation allows for enhanced mass and heat transfer offering an opportunity for higher cost efficiency and intensified production scales. Smaller intensified reactors are safer reactors.
Why is it a challenge?
Although hydrogenation reactions make up around 10% of reactions in the fine chemicals industry, the requirement of a heterogeneous catalyst presents challenges due to complex gas-liquid-solid hydrodynamics. One of the most challenging reactions of these is the semi-hydrogenation of alkynes to alkenes, widely used in the synthesis of vitamins.
What did we do?
We have developed novel catalyst-coated tube-based reactors for hydrogenation processes. StoliFlow reactors are 5m long tube reactors with an internal diameter of 1.5 mm coated with a thin layer of an active metal catalyst. The StoliFlow tube reactors are highly selective towards intermediate hydrogenation reactions such as the semi-hydrogenation of 2-methyl-3-butyn-2-ol (MBY). We tested the operation at an elevated temperature (up to 175 °C compared to around 70 °C used in industry).
Outcome
StoliFlow reactors provided excellent selectivity in the alkyne semi-hydrogenation reaction towards the desired alkene, reaching a maximum yield of 95% under solvent free conditions at ambient H2 pressure and metal leaching below 1 part per billion (ppb).
The flow reactors enabled high conversion with short reaction time (seconds) and high temperature – this combination is neither practical nor possible in batch. Such conditions allow 8 fold higher specific reaction rates compared to batch with the same 1% substrate decomposition rates.

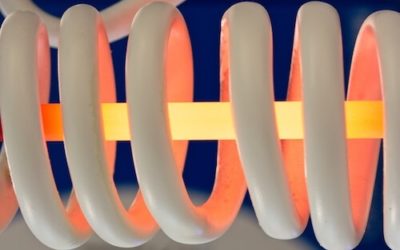
Experimental set-up used to test StoliFlow catalyst-coated tube reactors

Scheme of the main (shaded) and side reactions

Experimental set-up used to test StoliFlow catalyst-coated tube reactors
Catalyst for fuel cell applications
We have developed a monolith-based fuel cell catalyst for sustainable remote energy generation.
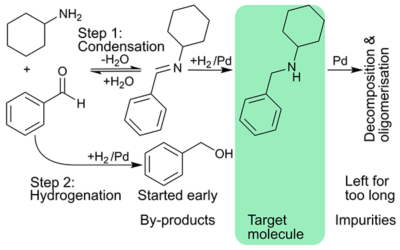
Cascading imine formation and hydrogenation
Stoli cascaded imine formation and hydrogenation; intensified process to maximise rate, and catalyst utilisation.